#1 Why Can’t the Blade Cut Through the Material and Why Is the Cutting Surface Uneven?
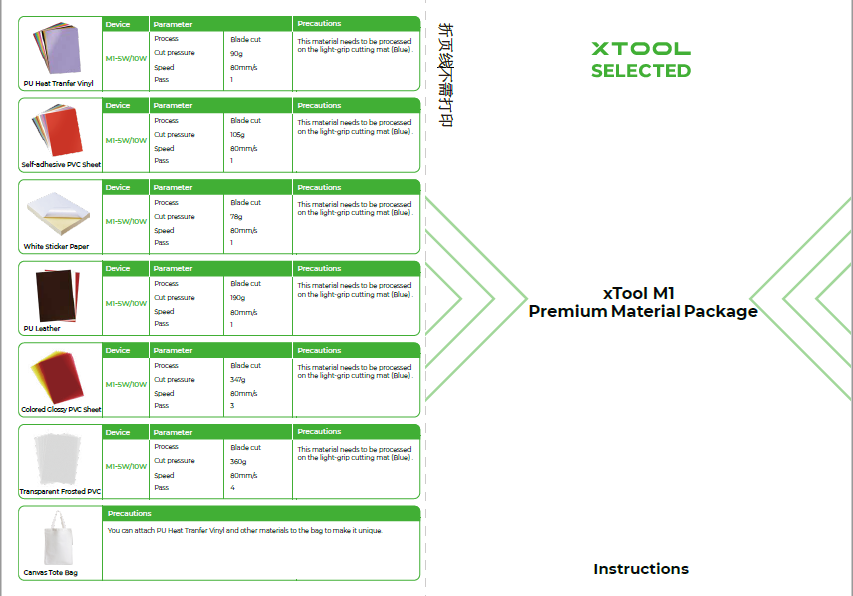
Reason 1: Wrong identification or selection of supplies.
Solution: The processing parameters of materials are not the same. Please manually select the correct material in XCS, and then use the default parameters to process.
Reason 2: The blade is worn.
Solution: Replace the blade head. If you have used the blade for a long time, or the cutting materials are hard to cut, the blade would be worn. It will affect the final cutting effect (warped material or tool deterioration).
Reason 3: Uneven baseplate or uneven material surface
Solution: Uneven baseplate and material surface will affect the cutting depth of blade head. It also changes the cut pressure. When the cut pressure is lower than the minimum pressure required, the material will not be cut through.
(1) If the materials are uneven, please replace the flat ones.
(2) If the baseplate is uneven, try fixing the uneven part and test to see if it works. If this cannot solve your problem, please come to us for support!
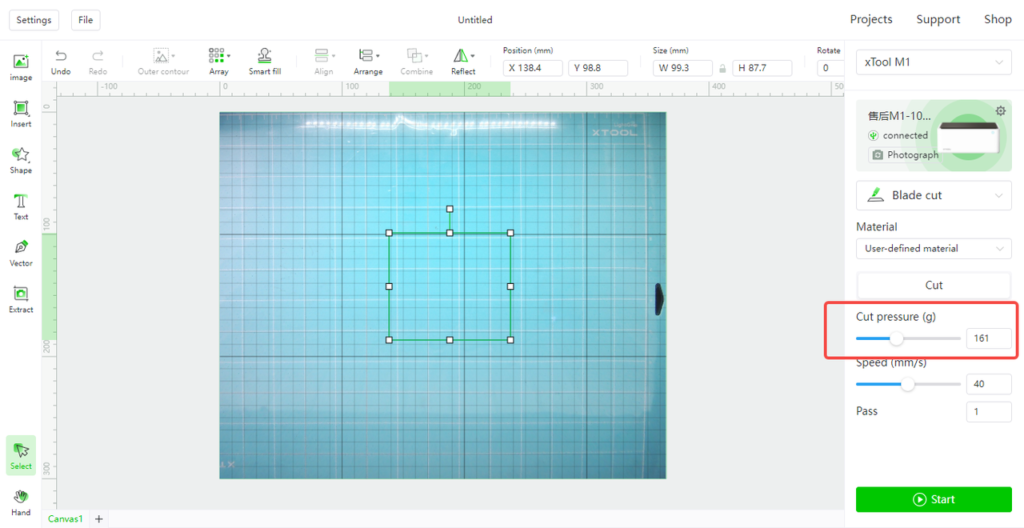
Reason 4: The blade pressure is too low to completely cut through the materials.
Solution: Increase the cut pressure.

Reason 5: The material is too thick or hard to process.
Solution: The theoretical maximum processing thickness of blade cutting is 1.5mm. If the material is hard, such as 1mm PVC board, acrylic board, etc., it would be difficult to cut through even with the maximum cut pressure. For these materials, it is recommended to use laser cutting mode for processing.
#2 When Being Blade Cut, the Material Is Displaced
Reason 1: After you use the cutting pad for a long time, its viscosity decreases, so the materials cannot be fixed.
Solution: Replace a new cutting pad.
Reason 2: The protective film of the cutting pad is not torn off.
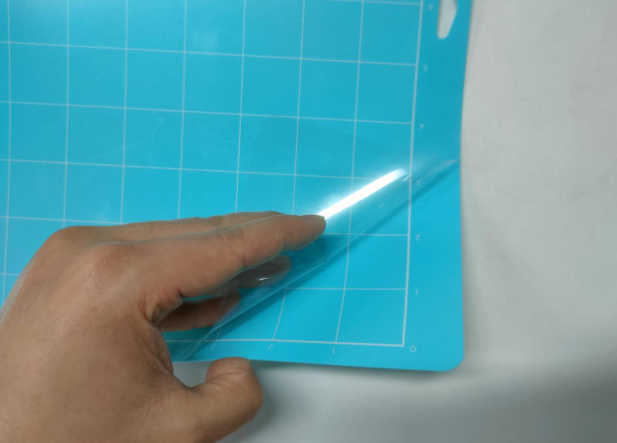
Solution: Tear off the protective film on both sides before you use it. After using it, you can re-attach the film to the pad to protect it.
Reason 3: Two kinds of cutting plates are mixed, the red one is a high-viscosity backing plate, and the blue one is a low-viscosity plate.
Solution: Check out the material package instructions and select the correct plate.