1. Test Environment
1.1 Lens Inspection
The lens surface must be free of scratches, chips, stains, or coating damage.
During installation, the lens must be aligned coaxially with the optical path.
Before cutting, clean the lens thoroughly using dedicated lens wipes and anhydrous ethanol.
During cutting, inspect the lens every 4 hours. If contamination or damage is found, clean or replace the lens immediately to prevent energy dispersion, kerf deviation, nozzle burn, and other defects caused by optical issues.
1.2 Material Inspection
Before laser cutting thick metal plates, the material must meet the following conditions:
Surface free of oxide scale, rust, oil, and other contaminants,Proper dimensions and flatness,Uniform internal composition without air bubbles or inclusions,For welded or spliced plates, the weld seam must be flat and stable.
Failure to meet these conditions may cause incomplete cutting, slag buildup, deformation, cracking, and other cutting defects. Proper material quality ensures consistent and stable cutting performance.
1.3 Nozzle and Gas Inspection
Refer to the User Guide for Key Accessories of the xTool MetalFab CNC Cutter.
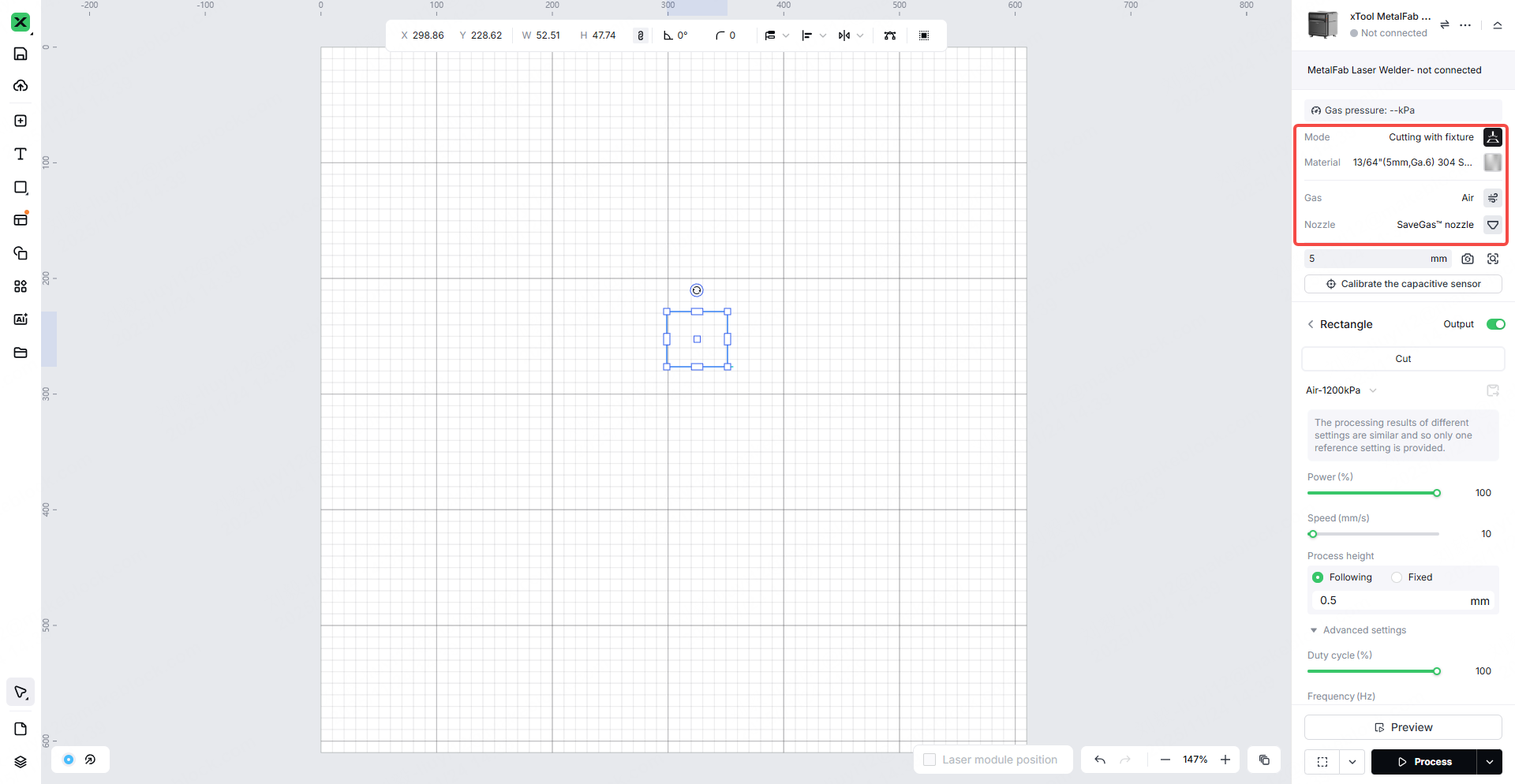
When cutting thick metal plates, you can choose the nozzle and gas combination based on available conditions,In the software interface, select Mode, Material, Gas, and Nozzle combinations,Adjust the focal point and replace the nozzle according to software prompts to begin cutting.
2. Parameter Settings
2.1 Lead-in Line:
When laser cutting thick metal, adding a lead-in line is essential.
Its core functions are to:
Absorb the impact of the perforation stage,Provide a gradual parameter transition zone for Soft-Start,Establish a stable slag-removal channel,Compensate for focal and optical path deviation,This helps prevent defects such as blowouts, chipping, burn marks, and slag buildup at the cut start point,It is a critical process step for thick metal cutting to ensure precision and edge quality.
2.2 Perforate Before Cutting:
To cut thick materials, it is recommended to use a higher power setting to perforate the material before cutting,This improves cutting results and overall stability.
2.3 Soft-Start:
For some thicker materials, if slagging or overburning occurs at the cutting start point even after adding a lead-in line, you can apply the Soft-Start parameter,Soft-Start begins the cut at a slower speed to ensure optimal initial cutting quality.
3. Protective Equipment
3.1 Personal Protection
Heat-resistant gloves:
Must be worn to prevent burns, as thick metal parts remain extremely hot after cutting,When handling workpieces, combine with anti-slip gloves to prevent dropping.
Eye and face protection:
Wear certified laser safety goggles to avoid direct or reflected laser exposure,or impact-resistant safety glasses to prevent metal debris during manual cleaning,A face shield can be used for added protection from splashes and debris.
3.2 Environment and Workpiece Protection
Cutting area isolation:
Position the machine at a safe distance from power sources,Remove flammable materials from the machine’s bottom and surrounding areas,Ensure the cutting area is spacious, safe, and flat.
Smoke extraction and dust removal:
Activate a high-power exhaust system,Cutting thick metal generates more fumes and metallic dust, including harmful gases,Keep the exhaust outlet away from the operator to prevent backflow of fumes.
3.3 Equipment Protection
Machine bed protection:
Lay heat-resistant mats or fine sand on the machine base to prevent hot slag from burning the metal platform and causing deformation.
This also helps:
Reduce rebound impact when metal scraps fall,Prevent molten slag or metal oxides from accumulating directly on the metal bed surface.
Services & Help
Learn & Education

Copyright © 2025 xTool All Rights Reserved.