1. Change in Processing Efficiency
When cutting thick metal plates, more energy is required compared to cutting thin metal plates. Therefore, when the laser power remains constant, the cutting speed needs to be reduced.
A slower cutting speed will accordingly increase the total cutting time.
2. Rough Cutting Edges on the Material
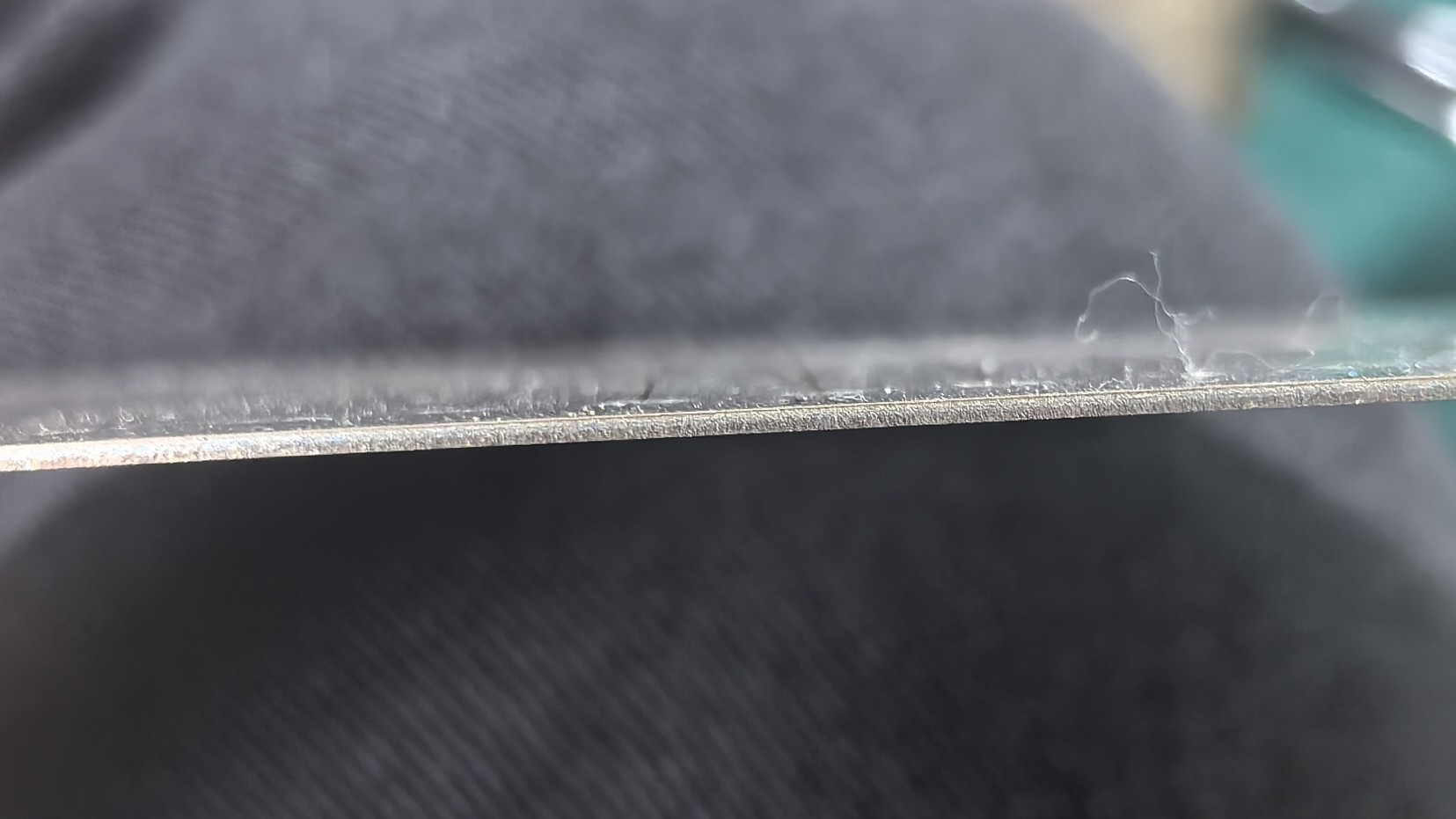
Thin Metal Cutting Edge.
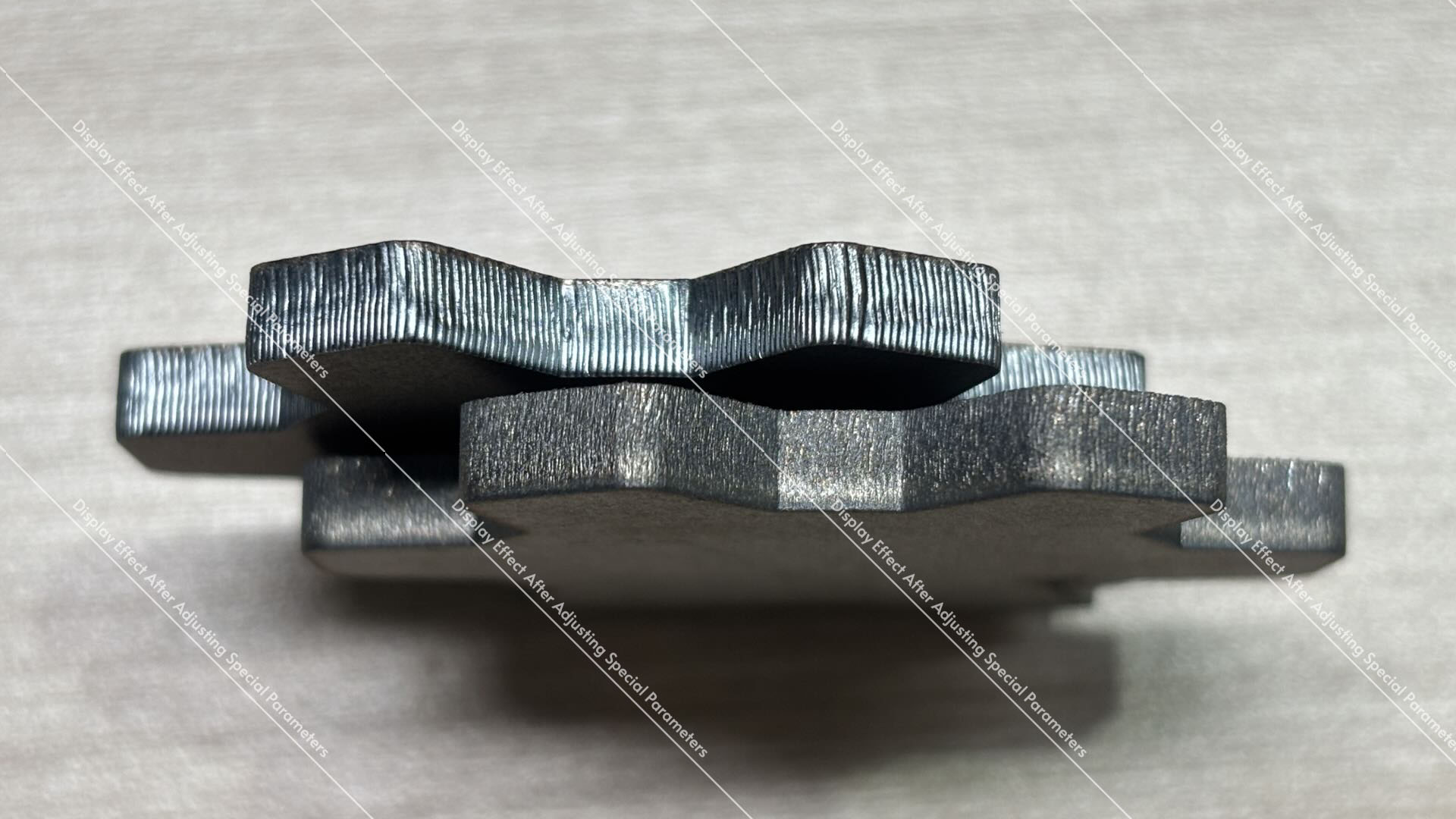
Thick Metal Cutting Edge.
When cutting thick metal plates, more energy is required. As the material thickness increases, the energy becomes more dispersed during cutting, resulting in a rougher cut surface compared to thin metal materials.
3. Slag on the Surface and Bottom of the Material

3.1 Causes of Slag Formation
Insufficient Air Pressure:
When cutting metal with a laser, the beam melts the metal along the cutting path. If the auxiliary gas pressure is insufficient, the molten material cannot be blown away from the surface. Once the molten metal solidifies again, slag will form along the edges of the cut path.
Low Power:
If the laser power is too low during metal cutting, slag formation can occur. The laser partially melts the metal, but the power is insufficient to fully penetrate and melt through the material. The partially melted metal drips and adheres to the underside of the sheet, solidifying into slag.
Excessive Localized Energy:
During laser cutting, the power and duty cycle at path corners must be properly adjusted. While straight sections cut smoothly, the laser slows down at corners, increasing dwell time and energy accumulation. This localized excess energy improves melting efficiency, but without an increase in air pressure, more molten material can collect and solidify as slag on the underside of the metal.
3.2 How to Avoid Slag Formation
The thicker the metal material, the higher the risk of slag formation during cutting. Once the metal thickness exceeds a certain limit, the cutting performance becomes constrained by the laser’s power.
Increase Air Pressure:
Airflow helps remove molten slag during the cutting process. If slag remains on the underside of the cut metal, increasing the air pressure can effectively reduce slag accumulation.
Adjust Focus and Speed:
Focus position and cutting speed determine where and how long the laser energy is concentrated. Properly adjusting these parameters can optimize energy distribution and significantly reduce slag formation.
4. Deformation of Cut Parts

When Cutting Thick Metal, the Reduced Speed Increases the Laser’s Dwell Time on the Material, Generating Significant Heat. As Time Progresses, Heat Continues to Accumulate, Potentially Causing the Metal Plate to Warp or Deform,The Thicker The Metal Plate, The Less Likely It Is To Deform.
5. Incomplete Cutting (Cut Not Fully Penetrated)
5.1 Effects of Incomplete Cutting Penetration

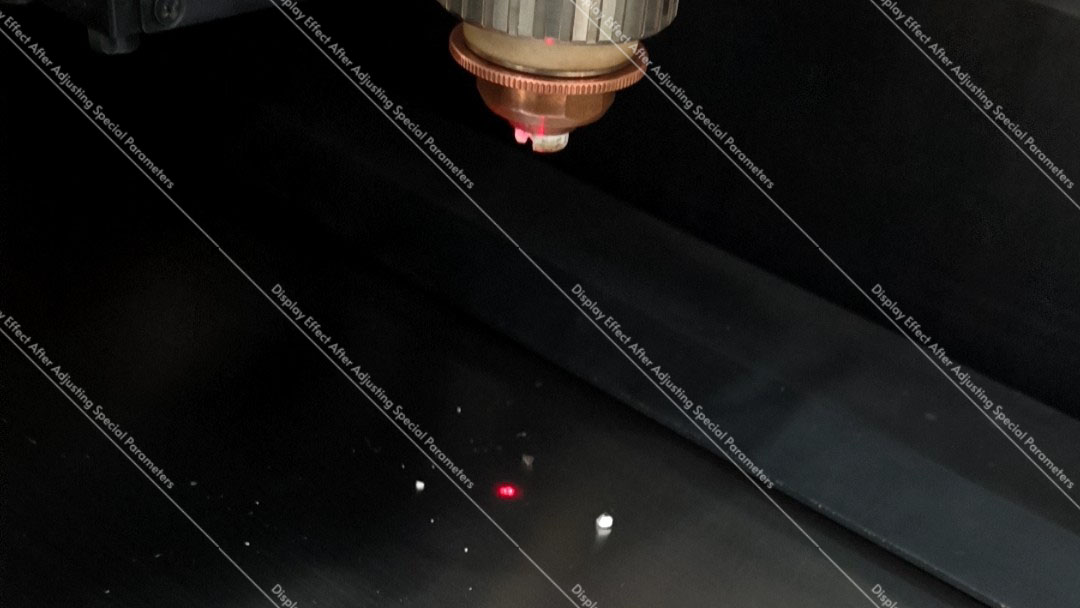
Incomplete Metal Plate Cutting Effect.
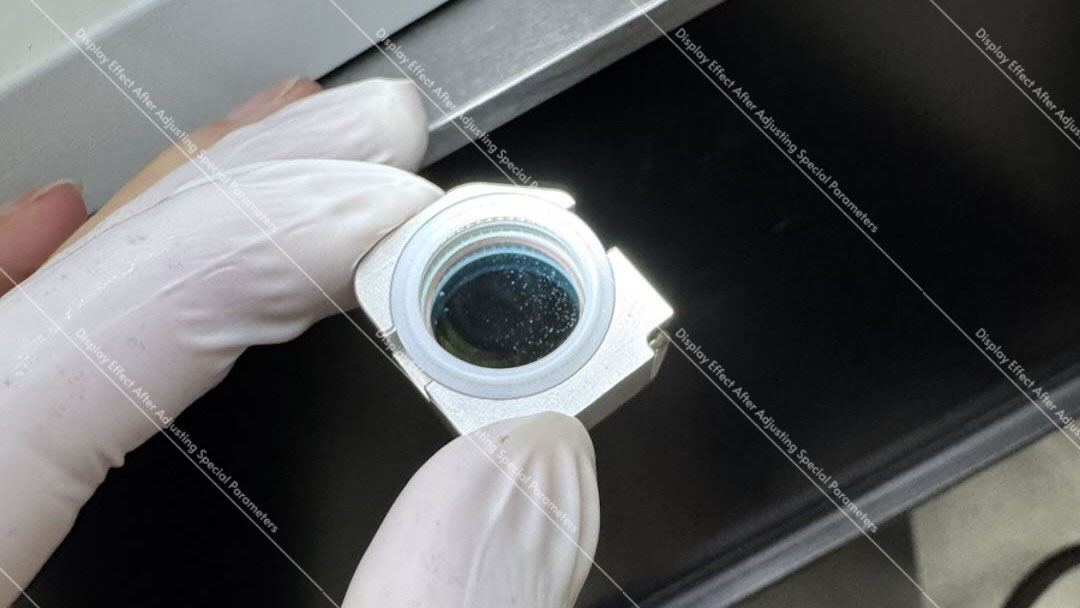
Laser Lens Contamination Effect.
Cutting Nozzle Fracture.
When a Metal Plate Is Not Fully Cut Through, the Metal Debris Generated During Cutting Can Be Blown Up by Airflow, Potentially Reaching the Laser Lens and Affecting Normal Beam Output. The Debris Accumulated on the Edges of the Metal Plate May Solidify and Obstruct the Cutting Path, Which Could Cause Collisions Leading to Cracks or Fractures on the Telescopic Cutting Nozzle.
5.2 How to Prevent Incomplete Cutting
Check the Laser Lens for Contamination:
A dirty Laser Lens can reduce output power, leading to unstable or insufficient cutting performance. Regularly inspect and clean the lens to maintain optimal laser efficiency.
Check Air Pressure:
Insufficient air pressure can result in poor cutting quality. The assist gas not only enhances cutting energy but also helps blow away molten slag produced during processing.
Reduce Cutting Speed:
If the laser fails to cut through the metal plate despite normal lens condition and air pressure, slightly lowering the cutting speed will increase the laser’s dwell time on the material, allowing the beam to fully penetrate the metal.
6. Post-Cutting Material Requires Polishing

When cutting thick metal materials, molten residue may remain on the edges. Before use, it is necessary to clean both sides of the residue with a grinder or similar tool.
6.1 Purpose of Metal Polishing
Removal of Oxide Layer and Slag:
During laser cutting, high temperatures can cause oxidation on the metal surface, forming a black oxide layer. Molten metal may also solidify and adhere to the edges of the cut, creating burrs and slag. Polishing thoroughly removes these impurities, preventing interference with part assembly accuracy.
Smoothing Cut Edge Roughness:
Although laser-cut edges are generally smoother than traditional cutting methods, thick metal cuts may still exhibit minor ripples or serrated edges. Polishing reduces surface roughness, producing a smoother finish and minimizing frictional wear during subsequent use (e.g., moving parts or sealing surfaces).
Elimination of Microcracks:
The rapid temperature changes during cutting can generate microcracks at the cut edges. If untreated, these cracks may propagate under stress, reducing structural strength and causing failure. Polishing lightly removes these crack layers, enhancing part durability.
Services & Help
Learn & Education

Copyright © 2025 xTool All Rights Reserved.