1. Acrylic
1.1 Fill Engraving – Air-Compress Assist Effect Comparison
Fill Engraving Without Air-Compress Assist Enabled, The Smoke And Dust Generated During Processing Drift Upwards.
Fill Engraving With Air-Compress Assist Enabled, The Smoke And Dust Generated During Processing Disperse Around With The Airflow.
Effect Comparison:
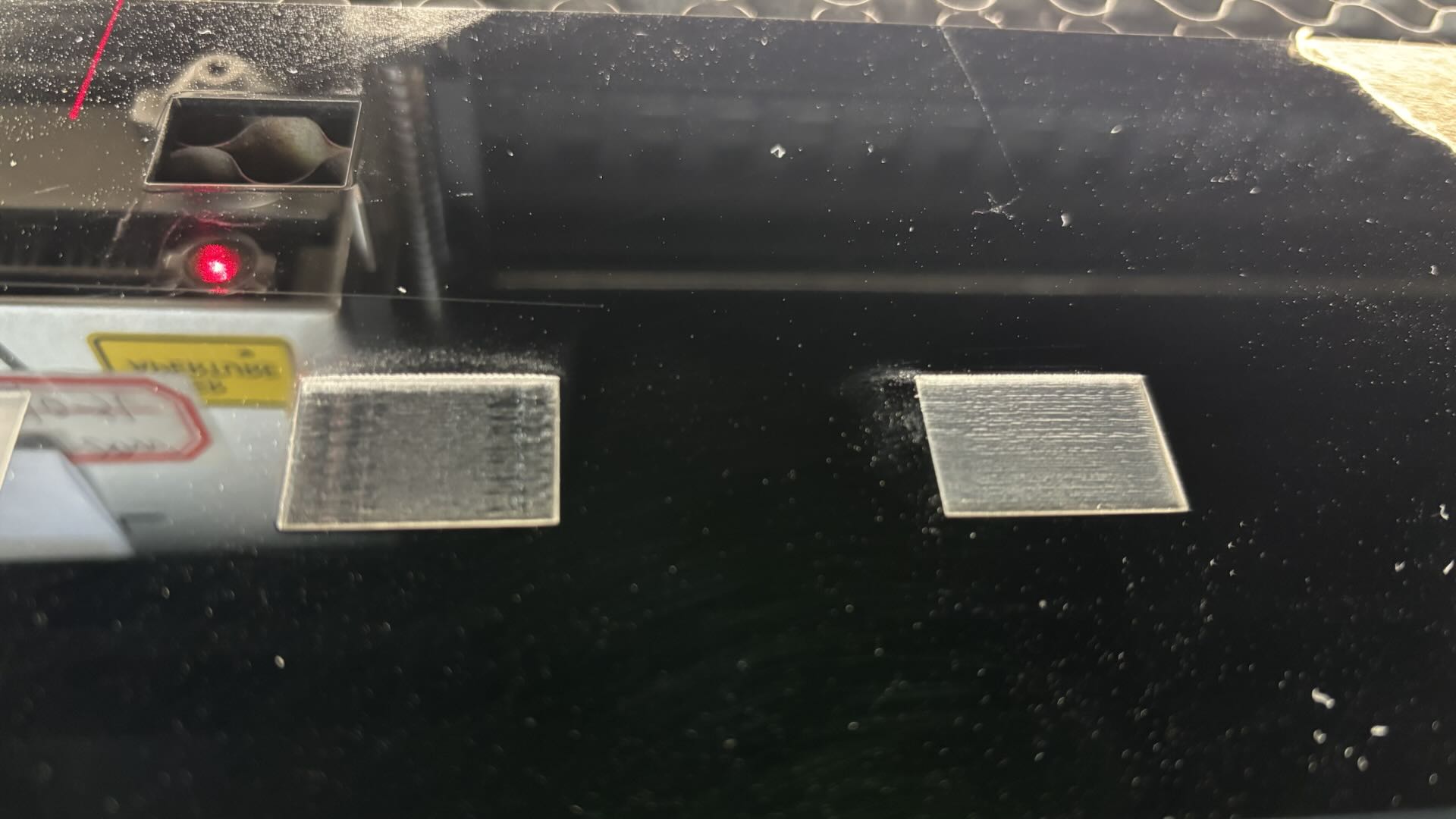
The Left Side Shows The Fill Engraving Effect Without Air-Compress Assist, With Some Dust Adhering To The Surface Of The Acrylic Material.
The Right Side Shows The Fill Engraving Effect With Air-Compress Assist Enabled.
1.2 Laser Cutting – Air-Compress Assist Effect Comparison
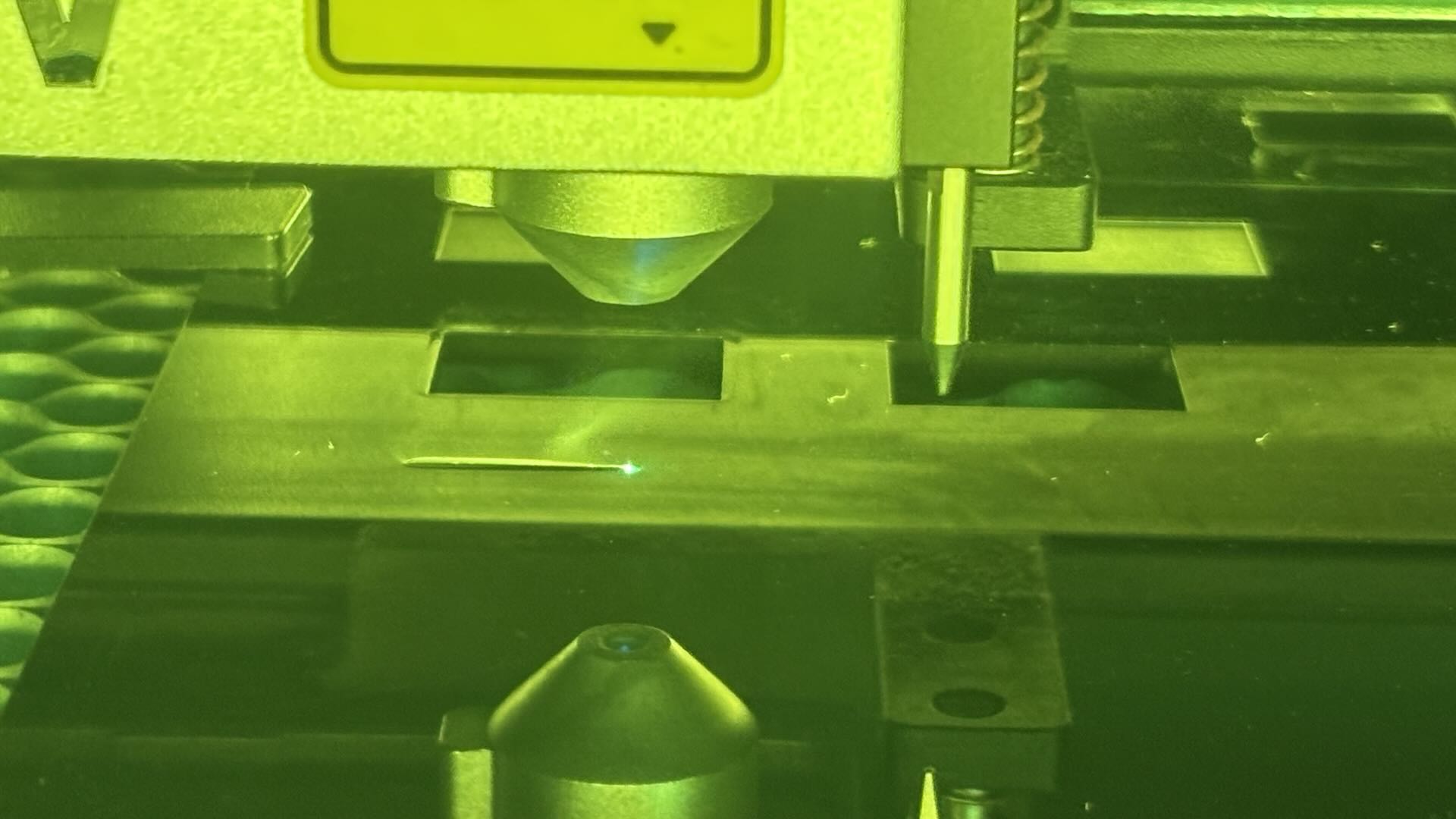
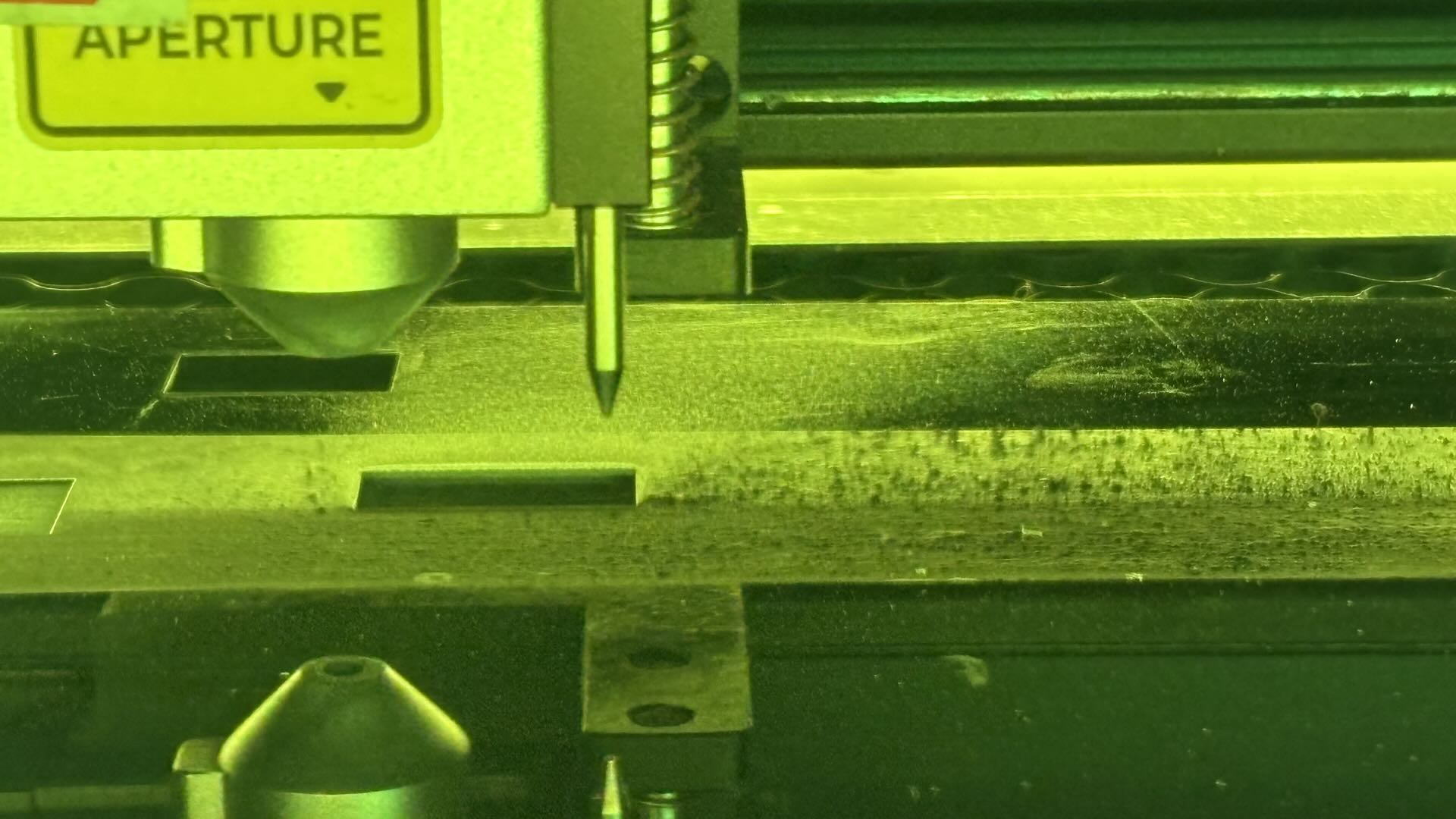
Laser Cutting Without Air-Compress Assist: Dust Rises Upward During Cutting.
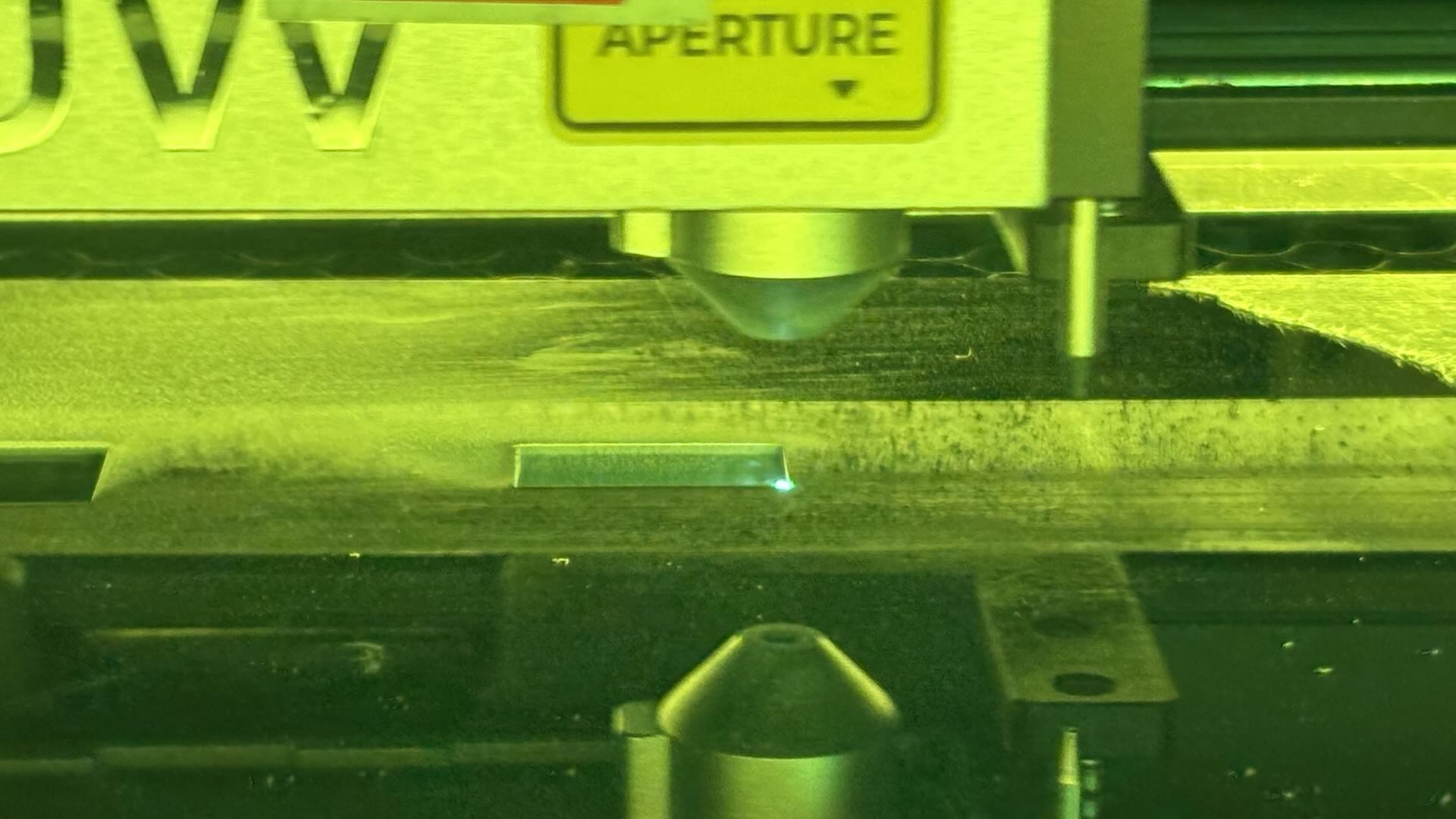
Laser Cutting With Air-Compress Assist Enabled: No Dust Is Observed Above The Material Surface, As The Dust Generated During Cutting Is Directed Downward By The Airflow.
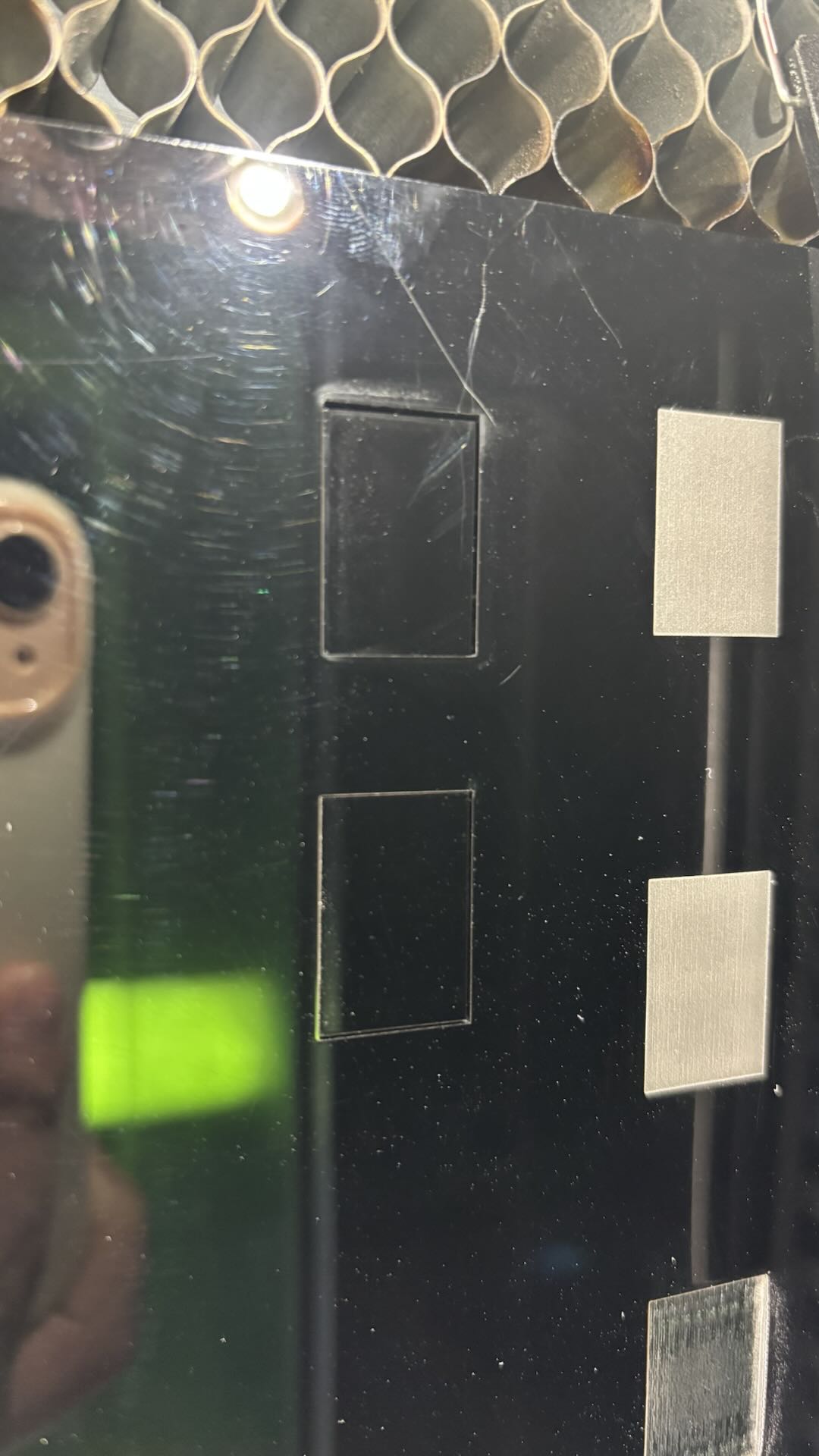
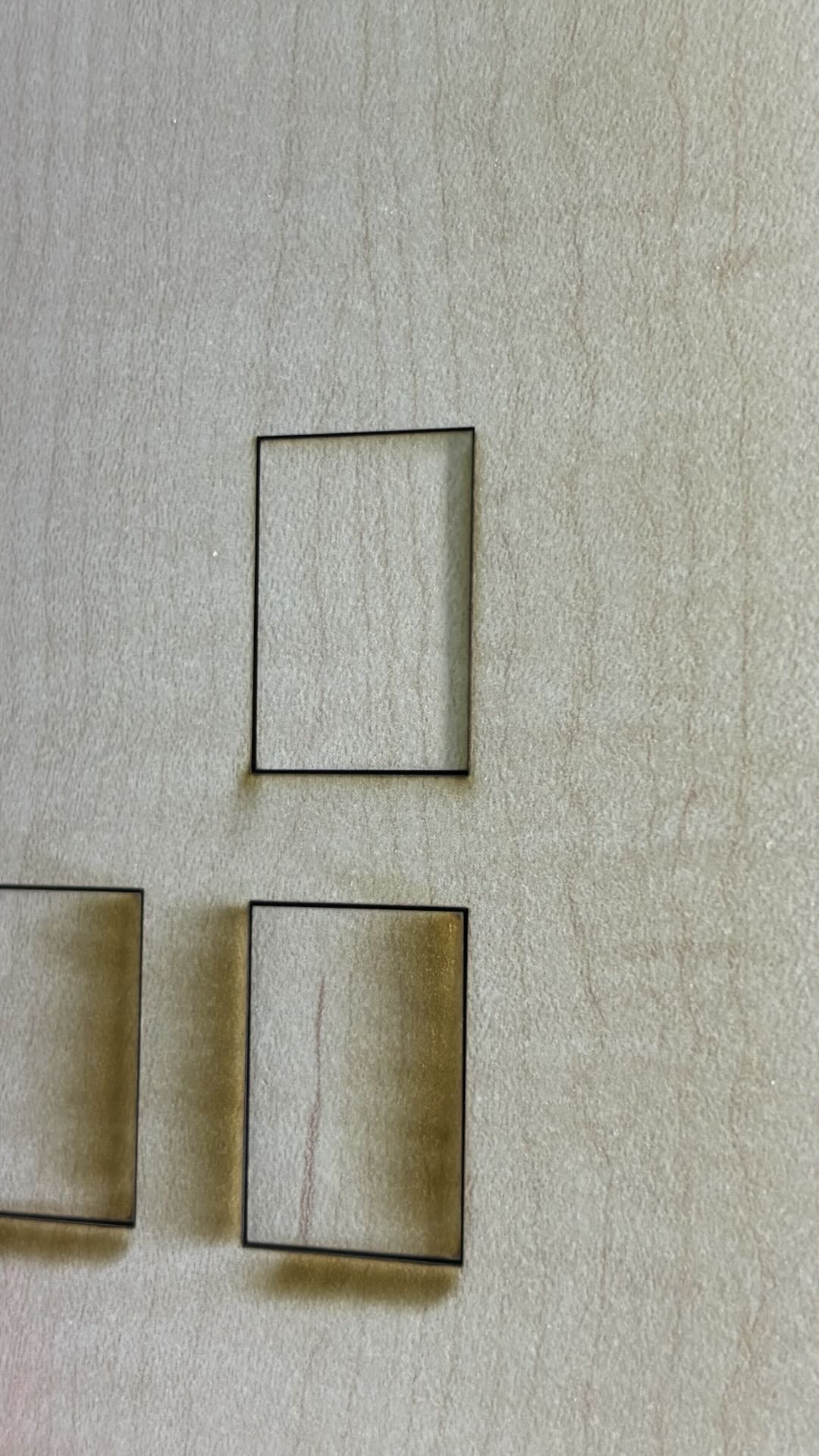
Effect Comparison:
Left Side Shows The Cutting Effect Without Air-Compress Assist, Where The Edges Of The Acrylic Along The Cutting Path Exhibit Melting And Slight Raised Edges.
The Right Side Shows The Cutting Effect With Air-Compress Assist Enabled.
1.3 Function Of The Air Pump When Engraving Materials
Protect The Laser Lens:
Smoke And Dust Generated During Material Processing May Adhere To The Laser Lens, Blocking Proper Laser Emission And Preventing The Laser Power From Reaching Normal Levels.
Reduce Surface Defects On Materials:
The Airflow Generated By Air-Compress Assist Quickly Blows Away Smoke, Dust, And Other Residues Produced During Processing, Reducing Their Adhesion Time On The Material Surface. By Carrying Away Heat, It Also Helps Prevent Melting And Other Heat-Induced Defects.
Lower The Risk Of Flames:
The Airflow Generated By Air-Compress Assist Rapidly Disperses Combustible Residues During Processing, Reducing Concentrated Fuel Sources And Lowering The Probability Of Flames.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
2. Wood Materials
2.1 Laser Engraving Effect Without Using Air-Compress Assist
Laser Cutting Plywood: After Cutting, The Plywood Surface Shows Tar, Carbonization, And Light Browning Marks.

The Edges Of The Cut Parts Exhibit Slight Carbonization And Carbon Marks.
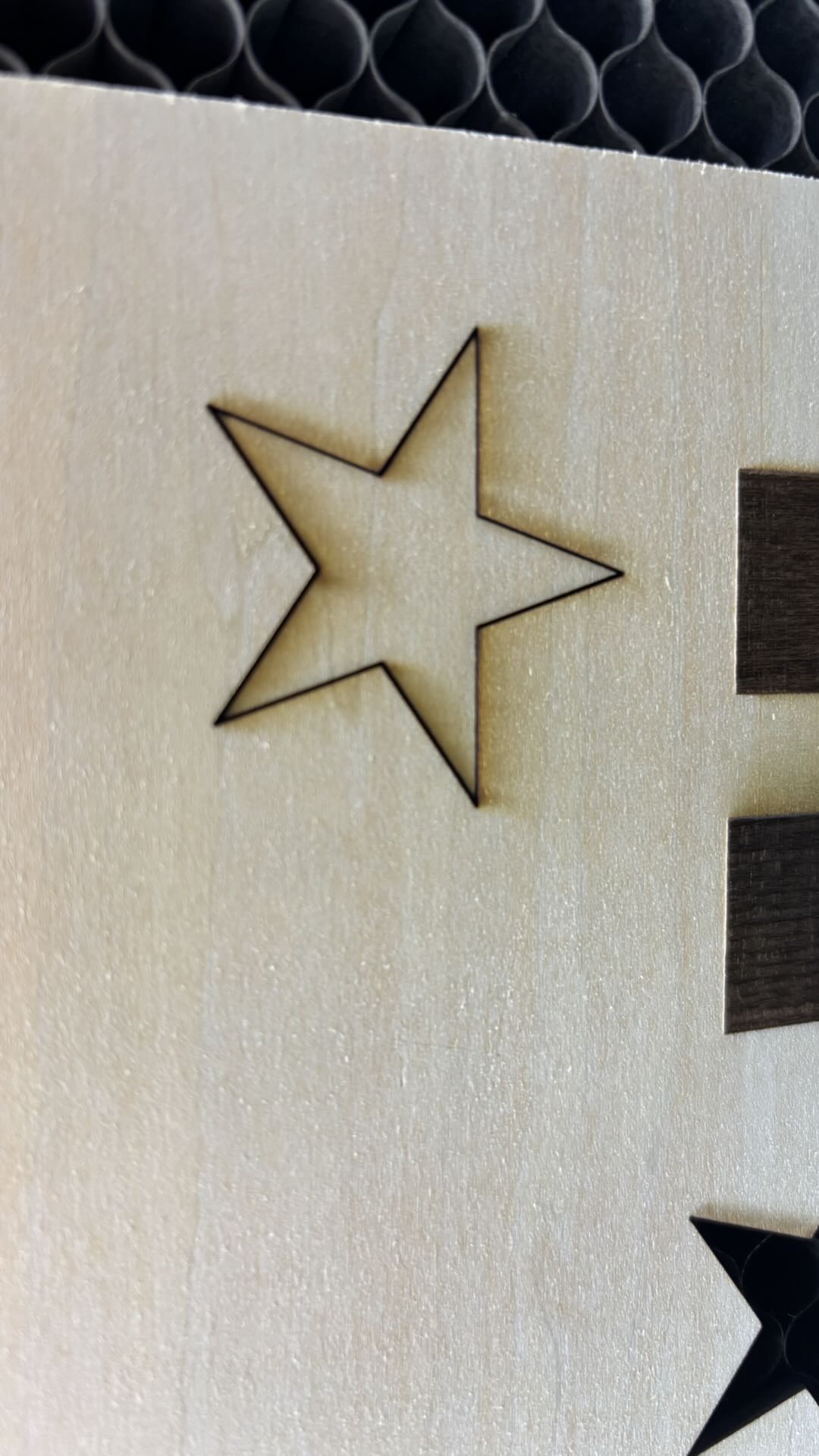
2.2 Laser Engraving Effect Using Air-Compress Assist

Laser Cutting Plywood: The Plywood Surface Shows No Abnormal Marks After Cutting.

The Edges Of The Cut Parts Have Light Browning Marks, But Carbonization Marks Are Not Obvious.
2.3 Function Of The Air Pump When Engraving Materials
Protect The Laser Lens:
Smoke And Dust Generated During Material Processing May Adhere To The Laser Lens, Blocking Proper Laser Emission And Preventing The Laser Power From Reaching Normal Levels.
Reduce Material Carbonization:
The Airflow Generated By Air-Compress Assist Helps Reduce Heat Accumulation During Processing, Minimizing The Degree Of Material Carbonization.
Reduce Surface Abnormalities On Materials:
The Airflow Generated By Air-Compress Assist Quickly Blows Away Smoke, Dust, And Other Residues Produced During Processing, Reducing The Time These Substances Adhere To The Material Surface. The Airflow Also Removes Smoke, Dust, And Tar Generated During Cutting, Preventing Excess Dark Residue From Remaining On The Material Surface.
Lower The Risk Of Flames:
The Airflow Generated By Air-Compress Assist Rapidly Disperses Combustible Residues During Processing, Reducing Concentrated Fuel Sources And Lowering The Probability Of Flames.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
3. MDF
3.1 Fill Engraving – Air-Compress Assist Effect Comparison

Effect Comparison:
Left Side Shows The Filling Effect Without Air-Compress Assist, With Slight Smoke And Burn Marks On The Edges Of The MDF Surface.
Right Side Shows The Filling Effect With Air-Compress Assist Enabled.
3.2 Laser Cutting – Air-Compress Assist Effect Comparison
Laser Cutting Without Air-Compress Assist: Dust Rises Upward During Cutting.
Laser Cutting With Air-Compress Assist Enabled: No Dust Is Observed Above The Material Surface, As The Dust Generated During Cutting Is Directed Downward By The Airflow.
Comparison Of Effects:
The Left Side Shows The Cutting Effect Without Air-Compress Assist Enabled, Where The MDF Surface Has Smoke Stains And Burn Marks.
The Right Side Shows The Cutting Effect With Air-Compress Assist Enabled.
3.3 Function Of The Air Pump When Engraving Materials
Protect The Laser Lens:
Smoke And Dust Generated During Material Processing May Adhere To The Laser Lens, Blocking Proper Laser Emission And Preventing The Laser Power From Reaching Normal Levels.
Reduce Material Carbonization:
The Airflow Generated By Air-Compress Assist Helps Reduce Heat Accumulation During Processing, Minimizing The Degree Of Material Carbonization.
Reduce Surface Abnormalities On Materials:
The Airflow Generated By Air-Compress Assist Quickly Blows Away Smoke, Dust, And Other Residues Produced During Processing, Reducing The Time These Substances Adhere To The Material Surface. The Airflow Also Removes Smoke, Dust, And Tar Generated During Cutting, Preventing Excess Dark Residue From Remaining On The Material Surface.
Lower The Risk Of Flames:
The Airflow Generated By Air-Compress Assist Rapidly Disperses Combustible Residues During Processing, Reducing Concentrated Fuel Sources And Lowering The Probability Of Flames.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
4. Leather
4.1 Laser Engraving Effect Without Using Air-Compress Assist
Air-Compress Assist Off, Smoke And Dust Float Upward.
4.2 Laser Engraving Effect Using Air-Compress Assist
Air-Compress Assist On, Smoke And Dust Spread Outward With The Airflow.
4.3 Function Of The Air Pump When Engraving Materials
Protect The Laser Lens:
Smoke And Dust Generated During Material Processing May Adhere To The Laser Lens, Blocking Proper Laser Emission And Preventing The Laser Power From Reaching Normal Levels.
Reduce Material Carbonization:
The Airflow Generated By Air-Compress Assist Helps Reduce Heat Accumulation During Processing, Minimizing The Degree Of Material Carbonization.
Reduce Surface Abnormalities On Materials:
The Airflow Generated By Air-Compress Assist Quickly Blows Away Smoke, Dust, And Other Residues Produced During Processing, Reducing The Time These Substances Adhere To The Material Surface. The Airflow Also Removes Smoke, Dust, And Tar Generated During Cutting, Preventing Excess Dark Residue From Remaining On The Material Surface.
Lower The Risk Of Flames:
The Airflow Generated By Air-Compress Assist Rapidly Disperses Combustible Residues During Processing, Reducing Concentrated Fuel Sources And Lowering The Probability Of Flames.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
5. Tumbler
5.1 Laser Engraving Effect Without Using Air-Compress Assist
Air-Compress Assist Not Enabled: Flames Appear On The Material Surface During Laser Processing, Accompanied By Smoke Rising Upward.
Without Air-Compress Assist Enabled: After Laser Processing, Oxidized Materials And Other Residues Remain On The Surface Of The Material In The Processed Area.
5.2 Laser Engraving Effect Using Air-Compress Assist
Air-Compress Assist Enabled: No Visible Flames During Laser Processing, And No Noticeable Smoke Or Dust.
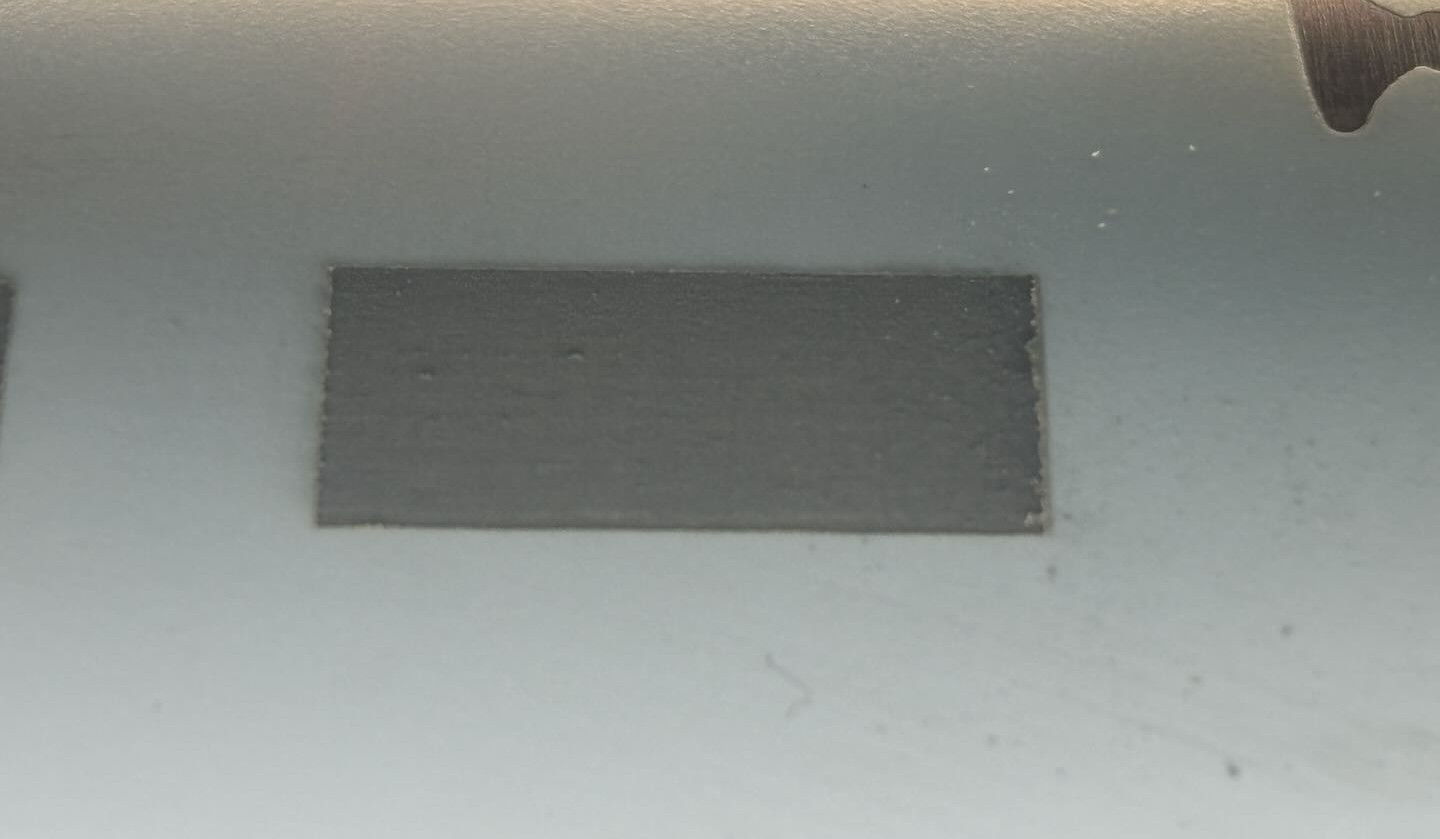
Air-Compress Assist Enabled: The Airflow Generated By Air-Compress Assist Blows Away Oxidized Materials And Other Residues Produced During Processing, Leaving No Noticeable Large Particles In The Engraved Area.
5.3 Function Of The Air Pump When Engraving Materials
Accelerate Smoke Exhaust:
The Air-Compress Assist Generates Airflow That Can Accelerate Circulation Inside The Device, Allowing Smoke To Be Expelled Faster Through The Smoke Exhaust Pipe.
Disperse Dust:
The Air-Compress Assist Generates Airflow That Quickly Blows Away Dust Produced During Processing, Preventing Dust From Rising And Adhering To The Laser Lens.
Reduce Flame Effect:
The Air-Compress Assist Generates Airflow That Quickly Disperses Oxidized Materials And Other Substances Produced During Processing, Preventing Excess Accumulation That Could Cause Flame Effects.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
6. Silicone
6.1 Laser Engraving Effect Without Using Air-Compress Assist
Air-Compress Assist Not Enabled: Flames Appear On The Material Surface During Laser Processing, Accompanied By Smoke Rising Upward.
6.2 Laser Engraving Effect Using Air-Compress Assist
Air-Compress Assist Enabled: No Visible Flames During Laser Processing, And No Noticeable Smoke Or Dust.
6.3 Function Of The Air Pump When Engraving Materials
Reduce Surface Abnormalities On Materials:
The Airflow Generated By Air-Compress Assist Quickly Blows Away Smoke, Dust, And Other Residues Produced During Processing, Reducing The Time These Substances Adhere To The Material Surface. The Airflow Also Removes Smoke, Dust, And Tar Generated During Cutting, Preventing Excess Dark Residue From Remaining On The Material Surface.
Lower The Risk Of Flames:
The Airflow Generated By Air-Compress Assist Rapidly Disperses Combustible Residues During Processing, Reducing Concentrated Fuel Sources And Lowering The Probability Of Flames.
Enhancing Engraving and Cutting Effects:
Airflow during laser processing can reduce thermal impact by quickly dissipating localized excess heat, suppressing heat diffusion. This allows the laser energy to concentrate more effectively, resulting in cleaner processing paths, improved edge quality, enhanced processing efficiency, and better material adaptability.
