The lens protector is a critical consumable component of a laser welding machine, and its condition directly impacts welding quality and device lifespan. Through proper maintenance and correct usage, the lifespan of the lens protector can be significantly extended, minimizing downtime and replacement costs while ensuring more stable welding and cutting performance.
Below are detailed maintenance measures:
1. Regular inspection and cleaning
Frequency
Inspect the lens protector daily before operation for dust, grease, or burn marks.
If you process high-reflectivity materials like aluminum and copper, more frequent inspections are required.
Note:
- Stainless steel, carbon steel: These materials produce less slag and reflection when being processed, resulting in a relatively longer lifespan of the lens protector.
- High-reflectivity materials such as aluminum and copper: These materials produce more slag and stronger reflections, which can quickly contaminate or damage the lens protector. Therefore, more frequent inspection and cleaning are required.
Cleaning procedure
If the lens protector is slightly dirty, use cotton swabs or lint-free wipes dipped with anhydrous alcohol to clean it.
Cleaning tutorials: Clean or Replace the Lens Protector for xTool MetalFab Laser Welder
Note: If the lens protector is burned or heavily dirty and uncleanable, it needs to be replaced.
Cautions
- Avoid delaying cleaning, as contamination can burn under laser exposure and then damage the lens protector.
- When cleaning the lens protector, wear lint-free gloves to prevent further contamination.
- When installing the lens protector back on the welding head, press the holder until it fits snugly.
2. Maintain a clean working environment
- Conduct welding and lens protector replacement in a dust-free, clean-air environment.
- Equip the workspace with localized exhaust or smoke extraction systems to reduce slag and smoke deposition.
- Avoid operating in areas with strong airflow (e.g., near fans or open windows) to reduce the risk of airborne particle contamination.
3. Use qualified shielding gases
Using the laser welder alone:
Gas requirements
Processing type | Material type | Required gas type | Gas flow/pressure requirement |
Welding | Stainless steel Aluminum Brass Carbon steel Galvanized steel | Nitrogen or argon, with gas purity over 99.99% | Flow rate: 15 L/min – 30 L/min |
Handheld cleaning | Gas pressure: 100 kPa – 200 kPa (14.5 PSI-29 PSI) Flow rate: 20 L/min – 30 L/min (Both conditions need to be met) | ||
Handheld cutting | Gas pressure: 800 kPa – 1200 kPa (116 PSI – 174 PSI) |
Cautions:
- Maintain stable airflow.
- Impure gas, insufficient pressure, or unstable flow will accelerate the contamination and damage of the lens protector.
Using with the CNC cutter:
Gas requirements
Processing Type | Material Type | Recommended Gas | Recommended Pressure |
CNC Cutting | Stainless Steel Aluminum Brass Carbon Steel Galvanized Sheet (0.2mm-1mm) | 99.99% Nitrogen or 99.99% Argon or Compressed Air | Over 87 PSI (0.6 MPa) |
Stainless Steel (2mm-5mm) Aluminum (2mm-4mm) Brass (2mm-3mm) | 99.99% Nitrogen or 99.99% Argon or Compressed Air | Over 174 PSI (1.2 MPa) | |
Over 87 PSI (0.6 MPa) | |||
Titanium Alloy TC4 (1mm) | 99.99% Argon | Over 174 PSI (1.2 MPa) | |
Titanium Alloy TC4 (2mm-5mm) | |||
Carbon Steel (2mm-10mm) Galvanized Sheet (2mm-10mm) | 99.99% Oxygen | 8.7 PSI-10.2 PSI (0.06 MPa-0.07 MPa) | |
CNC Cleaning | Stainless Steel Aluminum Brass Carbon Steel Galvanized Sheet | 99.99% Nitrogen or 99.99% Argon | 87 PSI-116 PSI (0.6 MPa-0.8 MPa) |
Cautions:
- Enhance dust and smoke extraction: CNC cutting and cleaning produce more smoke, slag, and metal powder, thus requiring an effective smoke extraction system.
- Implement stricter gas supply requirements: For CNC cutting and cleaning, insufficient gas pressure or unstable flow is more likely to cause slag splashback, contaminating the lens.
4. Follow the proper procedures
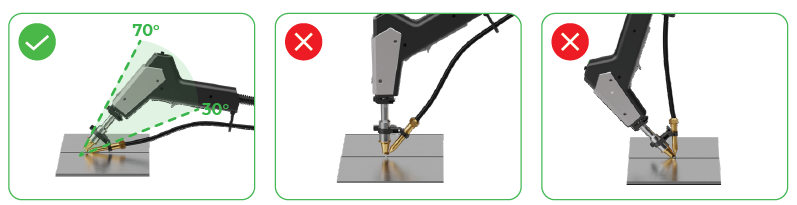
Maintain proper distance between nozzle and workpiece
Maintaining a proper distance between the nozzle and the workpiece can effectively prevent slag from splattering onto the lens protector. To achieve this, please ensure that:
- The tip of the welding wire coincides with the red spot.
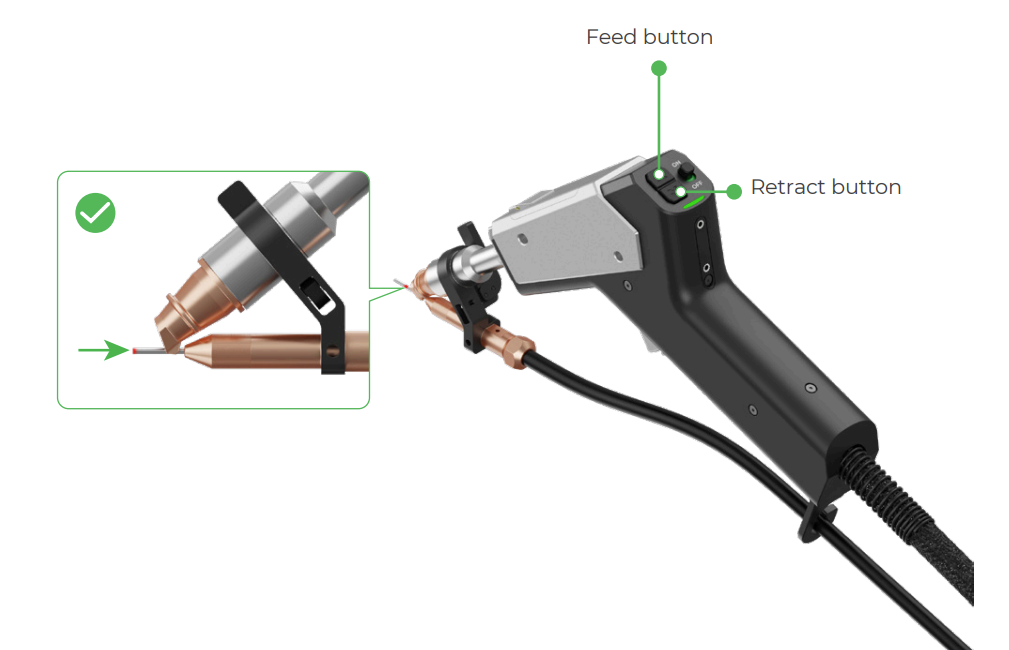
- The angle between the welding head and the welding plane is 30° to 70°.
Stop when encountering exceptions
If any exception occurs, such as unusual sparks, blackened weld seams, or laser power attenuation, immediately shut down the machine and inspect the lens protectors.
5. Keep spare lens protectors
It is recommended to keep spare lens protectors available, so that you can quickly replace severely contaminated or damaged protectors and minimize downtime.
